Bahubali Group Of Companies


Precision-engineered packaging solutions for every industry need.










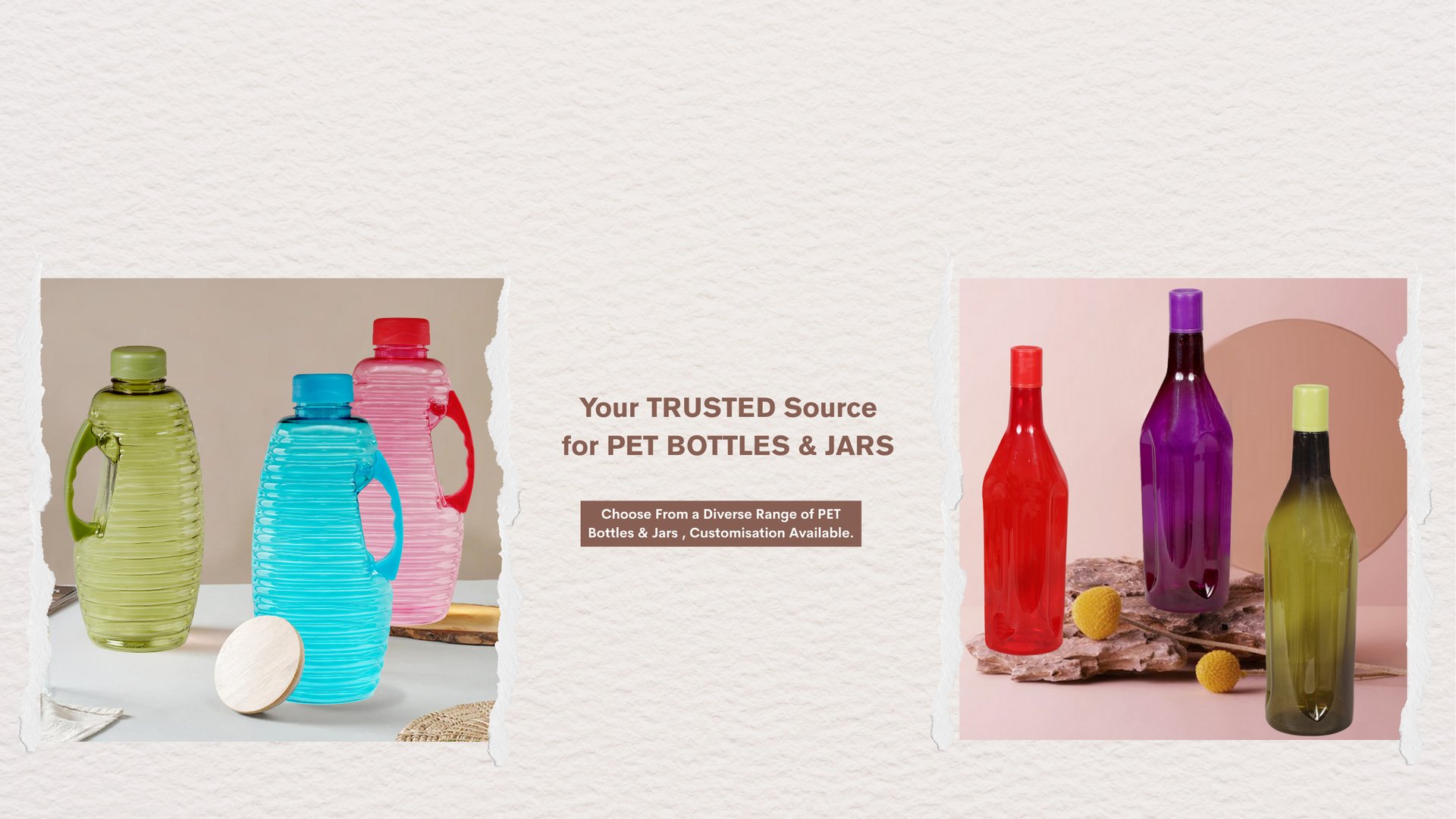
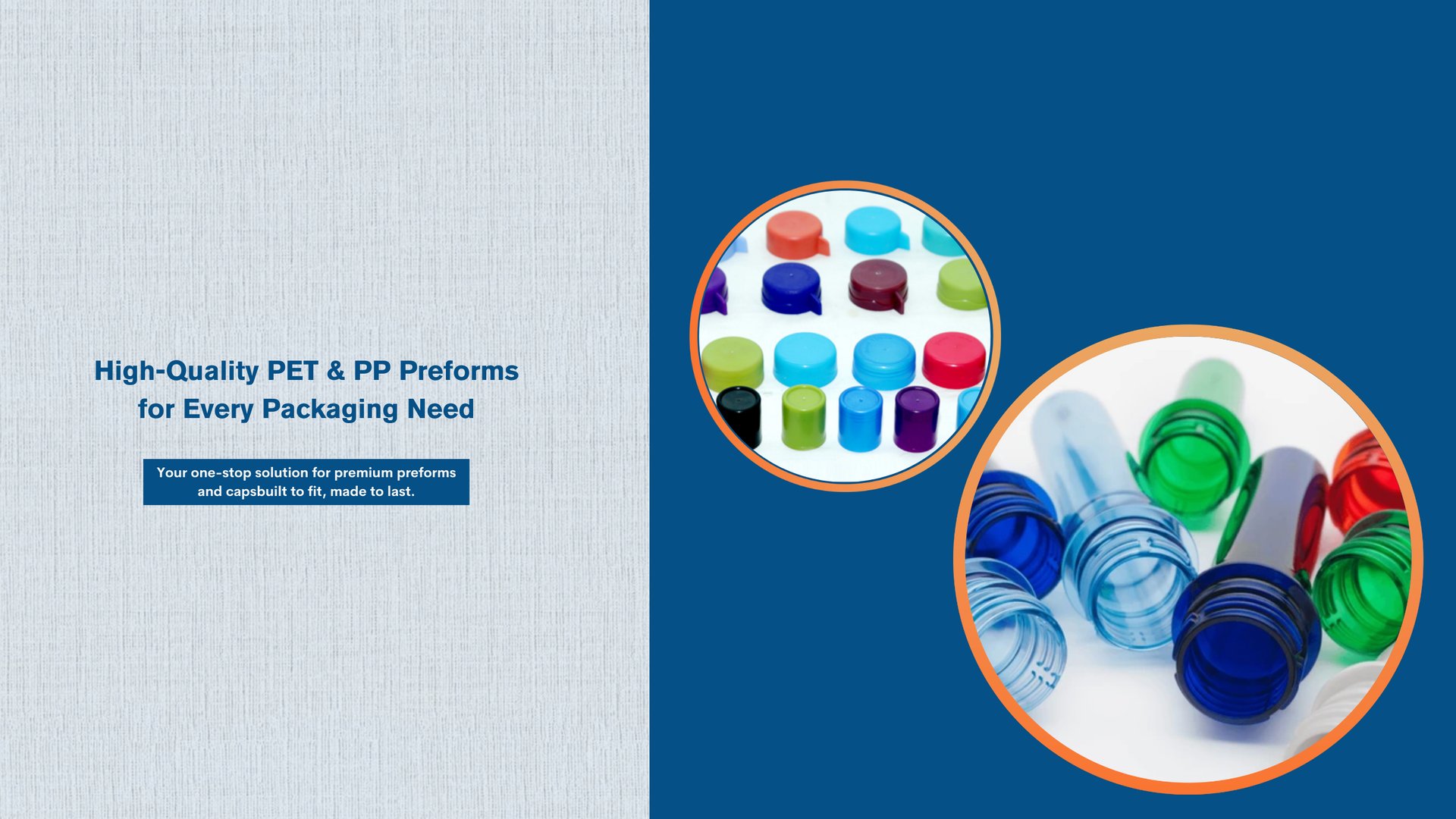
Product Portfolio
Bahubali Group – BEPL (BG), based in Ajmer & Mumbai, is a diversified business group with interests in manufacturing, hospitality, land development, and finance. We specialize in producing automatic and semi-automatic blowing machines, PET & PP preforms, bottles and containers, tin cans, and injection/blow molds.
Our manufacturing facility in Ajmer, Rajasthan, operates under strict hygienic conditions, delivering high-quality products with excellent barrier properties. We offer a wide range of preforms and containers from 30 ml to 20 litres, with neck sizes from 19 mm to 120 mm, meeting international standards.
With offices in Mumbai, Delhi, and Ajmer, the company is guided by a team of experienced directors, engineers, and technicians, supported by a skilled workforce of around 250 professionals.
About Us
Discover who we are &
How we bring our vision to life.
Watch how we create, build, and make things happen.
Discover who we are &
How we bring our vision to life.
Watch how we create, build, and make things happen.





All Our Machines Are
Easy to Operate
10 min mould change Auto lubrication system
Low Cost Low Maintenance
Self lubricating brushes
Smart PLC
Fault detection alarm system, 30 mould recipe book
Ultra Efficient
Zonal heating, self recovery system







All Our Machines Are
Easy to Operate
10 min mould change Auto lubrication system
Low Cost Low Maintenance
Self lubricating brushes
Smart PLC
Fault detection alarm system, 30 mould recipe book
Ultra Efficient
Zonal heating, self recovery system
Our Clients






























“The performance of Bahubali Group's Blowing Machine has exceeded our expectations. The machine is highly efficient, user-friendly, and delivers consistent output with excellent bottle quality. Their service support is equally impressive timely, knowledgeable, and professional. I confidently recommend their blowing machines.”
— A Satisfied Customer, Packaging Industry
We have been reselling Bahubali’s PET jars and bottles for months, and our customers love the quality. The clarity, strength, and finish are excellent. Highly reliable supplier”
— A Satisfied Customer, Packaging Industry
Bahubali’s PET cans have completely elevated our product presentation. Our dry fruits and sweets look premium, stay fresh longer, and customers love the packaging. Excellent quality”
— A Satisfied Customer, Packaging Industry


"We have been reselling Bahubali’s PET jars and bottles for months, and our customers love the quality. The clarity, strength, and finish are excellent. Highly reliable supplier”
— A Satisfied Customer, Packaging Industry
"Bahubali’s PET cans have completely elevated our product presentation. Our dry fruits and sweets look premium, stay fresh longer, and customers love the packaging. Excellent quality”
— A Satisfied Customer, Packaging Industry

“The performance of Bahubali Group's Blowing Machine has exceeded our expectations. The machine is highly efficient, user-friendly, and delivers consistent output with excellent bottle quality. Their service support is equally impressive timely, knowledgeable, and professional. I confidently recommend their blowing machines.”
— A Satisfied Customer, Packaging Industry
Sneak Peak Into Our World
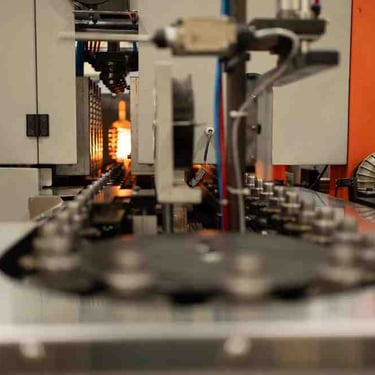











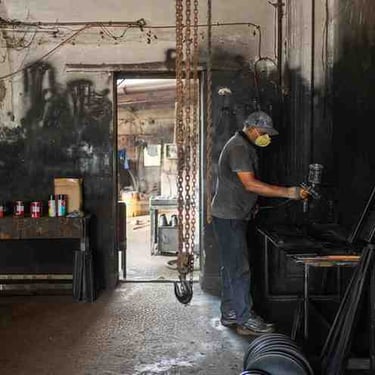








Stay updated on our latest innovations
Get In Touch
Quick Links
All rights reserved by Bahubali Group
Products
Machines
+91 9821027310 , +91 8369571645
sales@bahubaligroup.com, smjain@bahubaligroup.com



